
Tilpassede plastdeler


Som en av de mest konkurransedyktige støpeprodusentene og sprøytestøpeselskapene i Kina, betjener vi et bredt spekter av industriapplikasjoner, inkludert husholdningsbruk, bilindustrien, elektronikk, medisin, landbruk, gruvedrift og så videre.
Våre tjenester inkluderer:
- CAD-design/formflytanalyse/DFM
- Tilpasset sprøytestøpeform, støpeproduksjon
- Plastsprøytestøping
- Prototyping, produksjon i små volum
- Maling, ferdighetstrykking, montering
Introduksjon
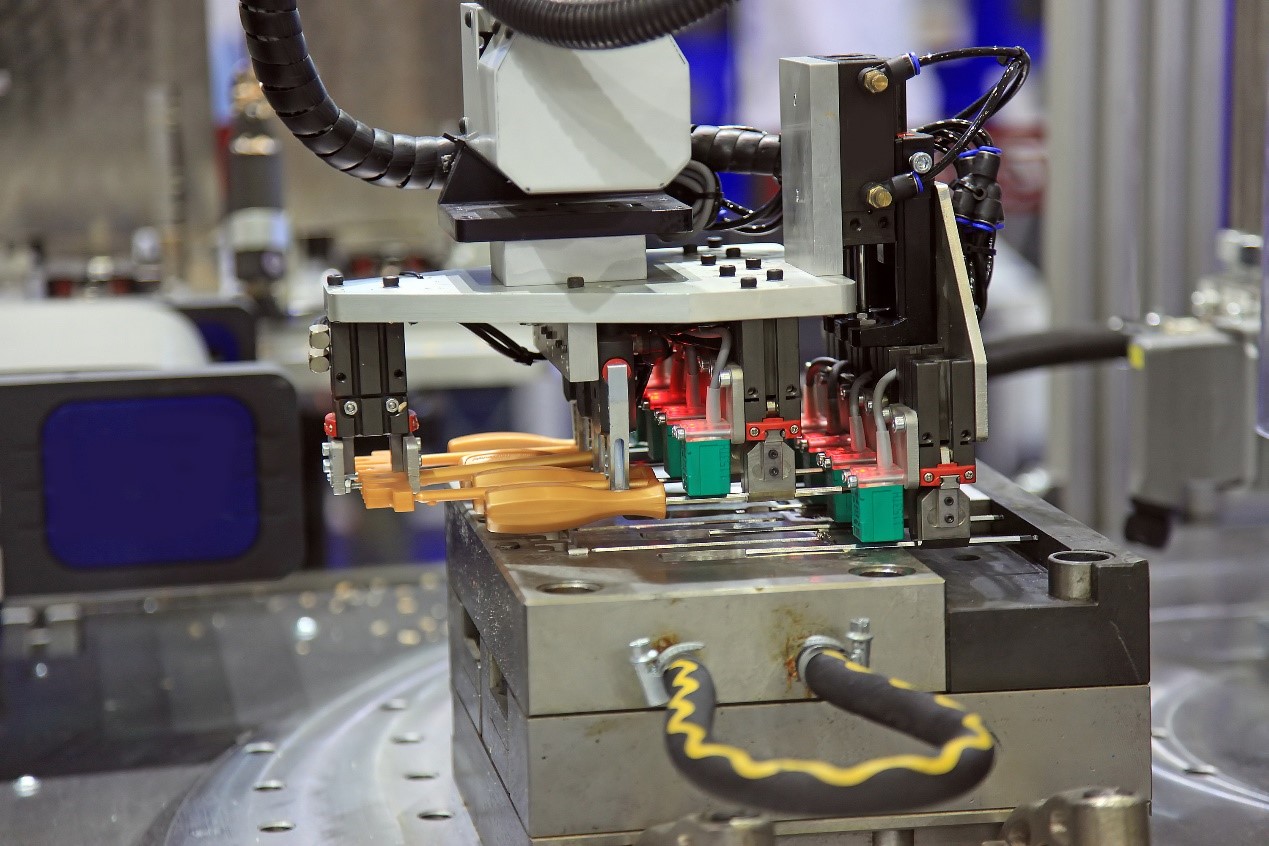
Vårt sprøytestøpeverksted er utstyrt med 12 sett med sprøytestøpemaskiner for plast, fra 40 tonn til 800 tonn, og vi tilbyr automatisk produksjon døgnet rundt, 7 dager i uken. Plastharpiksen vi har valgt dekker et bredt spekter, inkludert ABS, PC, PP, PA, PMMA, POM, PE osv.
Vi bygger formene for sprøytestøping av plast. I begynnelsen av formdesignet tar vi hensyn til sprøytestøpingen. Dette lar oss oppnå kortest mulig støpesyklustid og minimale vedlikeholdskostnader, noe som til slutt vil være til fordel for kundene våre. Lavvolumsproduksjonsordrer er også velkomne. Det skjer alltid når kundene føler at kostnadene er uutholdelige, spesielt kostnadene for støpeproduksjon. Formene våre kan tilby et komplett utvalg av løsninger for å redusere budsjettet for lavvolumsprosjekter med god kvalitet. Våre eksperter samarbeider med deg for å finne den beste løsningen for bedriften din.
Vi har erfaring med ulike plastsprøytestøpeformer for bilindustrien, medisiner, belysning, sportsutstyr, husholdningsapparater og landbruk. For tiden har vi 20 dyktige ingeniører i selskapet vårt, de fleste av dem har god utdannelse innen plastsprøytestøpeindustrien, de er stolte av arbeidet sitt, og vi kan tilby 20 sett med sprøytestøpeformer per måned. For å tilfredsstille globale selskapers høyeste krav, investerer vi kontinuerlig i den nyeste teknologien og utstyrer de mest avanserte støpeproduksjonsanleggene. Vi har full intern produksjonskapasitet for plastsprøytestøpe, sprøytestøping, lakkering og montering. Utstyret vårt inkluderer, men er ikke begrenset til: 8 sett med CNC, presisjon 0,005 mm; 14 sett med speildgnist, 8 sett med langsom trådkutting, 12 sett med sprøytestøpemaskiner fra 40 tonn til 800 tonn, 1 sett med 2D-projeksjonsmåling, 1 sett med CMM. Vi kan bygge plastformer og støpeformer på maksimalt 7,5 tonn, støpte plastdeler på maksimalt 1200 g. Vi bruker også det avanserte CAD/CAM/CAE-systemet, vi kan jobbe med dataformater i pdf, dwg, dxf, igs, stp osv.
Arbeidsprinsipp
Sprøytestøping er en prosess for å forme plastharpiks til ønsket form. Sprøytestøpemaskiner presser den smeltede plasten inn i formen og kjøler ned til en fast form via et kjølesystem. Nesten alle termoplaster bruker denne metoden. Sammenlignet med andre prosesseringsmetoder har sprøytestøping fordeler med nøyaktighet og produktivitet, høyere krav til utstyr og støpekostnader, så den er hovedsakelig for storvolumsproduksjon av sprøytestøpte deler.
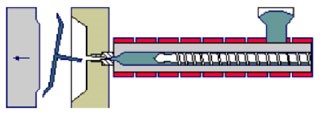
Sprøytestøpemaskiner bruker vanligvis stempel-/skruesylinder. Sprøytestøpeprosess: Plastråmaterialet mates fra beholderen inn i fatet, stempelet begynner å skyve, plastråmaterialet skyves inn i en varmesone og deretter gjennom bypass-skyttelen, den smeltede plasten gjennom dysen og inn i formhulrommet, og deretter strømmer vann eller olje gjennom det konstruerte kjølesystemet for å kjøle ned formen for å få en plastgjenstand. Sprøytestøpte deler fra formhulrommet må vanligvis behandles riktig for å fjerne spenningen som genereres under støpeprosessen for å oppnå god dimensjonsstabilitet og ytelse.
Seks stadier avplastsprøytestøpingbehandle
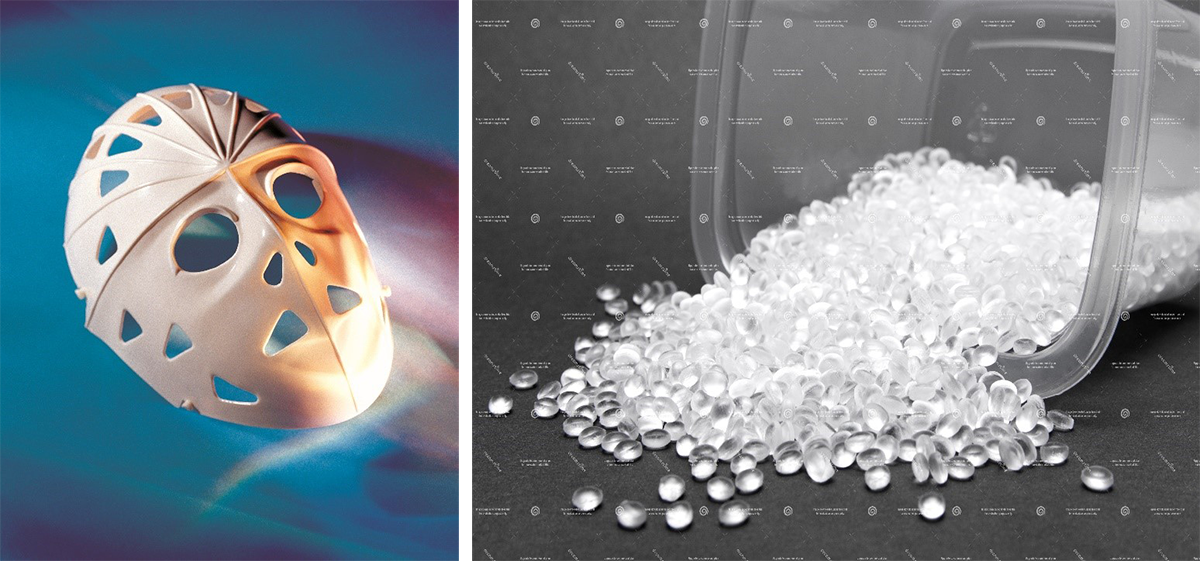
Plastsprøytestøpingsprosessen starter med tyngdekraftsmating av polyolefinpellets fra en beholder inn i injeksjonsenheten på støpemaskinen. Varme og trykk påføres polyolefinharpiksen, noe som får den til å smelte og flyte. Smeltematerialet sprøytes inn i formen under høyt trykk. Trykket opprettholdes på materialet i hulrommet til det avkjøles og størkner. Når temperaturen på plastdelen faller under materialets deformasjonstemperatur, åpnes formen og plastdelen kastes ut.
Den komplette injeksjonsprosessen kalles en støpesyklus. Perioden mellom starten av injeksjonen av smelten i formhulrommet og åpningen av formen kalles klemmelukketiden. Den totale injeksjonssyklustiden består av klemmelukketiden pluss tiden som kreves for å åpne formen, kaste ut plastdelen og lukke formen igjen. Sprøytestøpemaskinen overfører harpiksen til de støpte delene gjennom en smeltings-, injeksjons-, pakke- og avkjølingssyklus. En plastsprøytestøpemaskin inkluderer følgende hovedkomponenter som vist nedenfor.
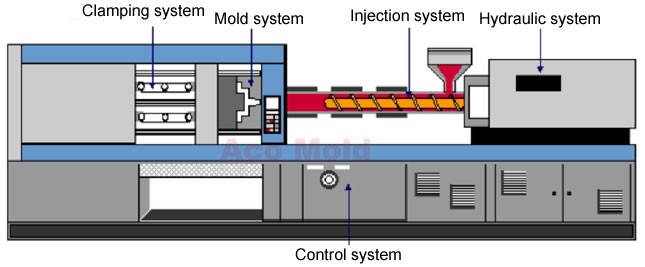
Injeksjonssystem: Mat råmaterialene inn i sylinderen, varm den opp og smelt den ned, skyv de smeltede materialene inn i hulrommet gjennom reservedelen.
Hydraulisk system: for å gi injeksjonskraften.
Formsystem: å laste og montere formen.
Klemmesystem: for å gi pakkekraft.
Kontrollsystem: å kontrollere handling, kjølesystem.
Klemmekraft brukes ofte til å identifisere kapasiteten til en plastsprøytestøpemaskin. Andre parametere inkluderer skuddvolum, injeksjonshastighet, injeksjonstrykk, skrue, sprøytestøpestangens utforming, formstørrelse og avstanden mellom strekkstengene. Plastsprøytestøpemaskiner kan deles inn i flere kategorier. Foruten generelle maskiner for vanlige plastdeler uten høy presisjon eller uvanlig design, finnes det maskiner med tette toleranser spesielt for høypresisjonsdeler, og høyhastighetsmaskiner for tynnveggede deler.
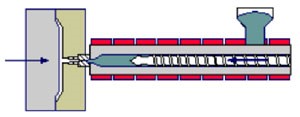
En hel sprøytestøpeprosess inkluderer følgende seks trinn
1) Formen lukkes, og skruen begynner å bevege seg fremover for injeksjon.
2) Fyll, kast smeltede råvarer inn i hulrommet.
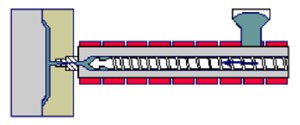
3) Pakk, hulrommet pakkes etter hvert som skruen beveger seg kontinuerlig fremover.
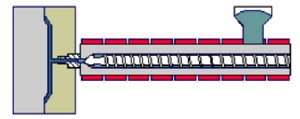
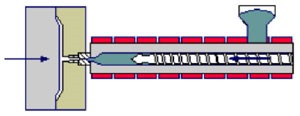
4) Avkjøling, hulrommet kjøles ned når porten fryser til, og når den lukkes, begynner skruen å trekke seg tilbake for å mykgjøre materialet for neste syklus.
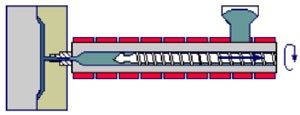
5) Åpne formen og utkast av deler, formen åpnes og delene sprøytes ut av utkastningssystemet.
6) Lukk, formen lukkes og neste syklus begynner.
PO-prosedyre
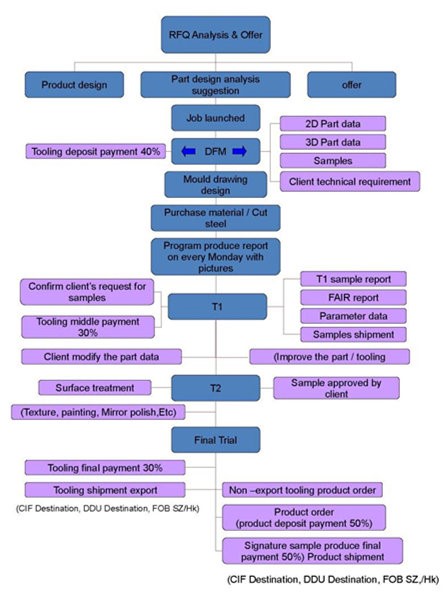
Fra forespørsel til innkjøpsordre avsluttes, har vi en standard prosedyre å følge. Dette hjelper både interne og kunder med å alltid ha oversikt over hvor vi er. Overgangen i hvert trinn vil også være enklere og smidigere.
Bestillingsprosess for eksport av injeksjonsplastform:
- Mottok 2D/3D-tegning av deler fra kunden, prosjektleder holder et oppstartsmøte for å gjennomgå data fra kunden med formdesignere, formprodusenter, QA-sjef og PMC. Samle inn all informasjon som er diskutert, send DFM-rapport til kunden for bekreftelse.
- DFM-rapporten inneholder all nødvendig informasjon før design og produksjon. Formåpning, utkastingsvei, plassering av injeksjonspinner, plassering av deler, formskillelinje, kjølelinje. Spesielle strukturfunksjoner som glidere, vinkelløftere, overflatebehandling av formkjerne og hulrom, gravering osv.
- Etter at alle detaljer er diskutert, starter formdesignet og 2D-layout av formdesignet vil bli gitt til kunden innen 1-3 dager. Formdesign i 3D tar 3-7 dager, avhengig av formens kompleksitet.
- Send formdesign til kunden for godkjenning, begynn å bestille støpestål, støpebase og tilbehør etter innbetaling. En prosessrapport vil bli sendt inn og vise hele den planlagte prosessen. Ukentlig rapport vil følges etter hvert som støpeformproduksjonsprosessen går fremover til den er ferdig.
- Første gangs støpetest forteller om alle støpemekanismene fungerer som de skal, og om delens geometri er korrekt. Vi sjekker støpekjølesystemet, støpeinjeksjonssystemet, støpeutkastningssystemet osv. Etter riktig modifikasjon sendes T1-støpte plastprøver til kunden sammen med dimensjonsrapport og sprøytestøpeparametere. Normalt er det 90 % perfeksjon.
- Få kommentarer til forbedring av prøvene, funksjonalitet, utseende, dimensjon etter korrigeringer, ferdigstillelse av tekstur/polering, gravering, send prøvene for endelig godkjenning.
- Utfør en liten automatisk kjørings- og CPK-rapportstudie for å sikre verktøyets stabilitet.
- Pakker formen med trekasse. Hvis formen sendes sjøveien, legger vi spesielt vekt på vakuumpakking for å forhindre rust. Pakkene inkluderer alle 2D/3D-formdesigntegninger, NC-programmeringsdata, kobber, reservedeler, utskiftbare innlegg, osv.
- Følge opp arbeidsytelsen til formen i kundenes anlegg og yte nødvendige tjenester.
Vi kan til og med produsere store plastprodukter etter kundens behov, noe som er mye brukt i gruvedrift, industri, bygg og anlegg og så videre. Ta kontakt med fabrikken for spesielle krav.












